Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 150
Циклы обработки: фрезерование карманов / островов / канавок
5.3
КРУГЛЫЙ КАРМАН (Цикл 252, DIN/ISO: G252)
5
150
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
Параметры цикла
Объем обработки (0/1/2)
Q215: Установить
объем обработки:
0
: черновая и чистовая обработка
1
: только черновая обработка
2
: только чистовая обработка
параметры сторона и глубина чистовой
обработки применяются только, если определен
припуск под чистовую обработку (Q368, Q369)
Диаметр кармана
Q223: диаметр полностью
обработанного кармана. Диапазон ввода: от 0 до
99999,9999
Припуск на чистовую обработку боковой
поверхности
Q368 (в инкрементах): припуск
на чистовую обработку в плоскости обработки.
Диапазон ввода: от 0 до 99999,9999
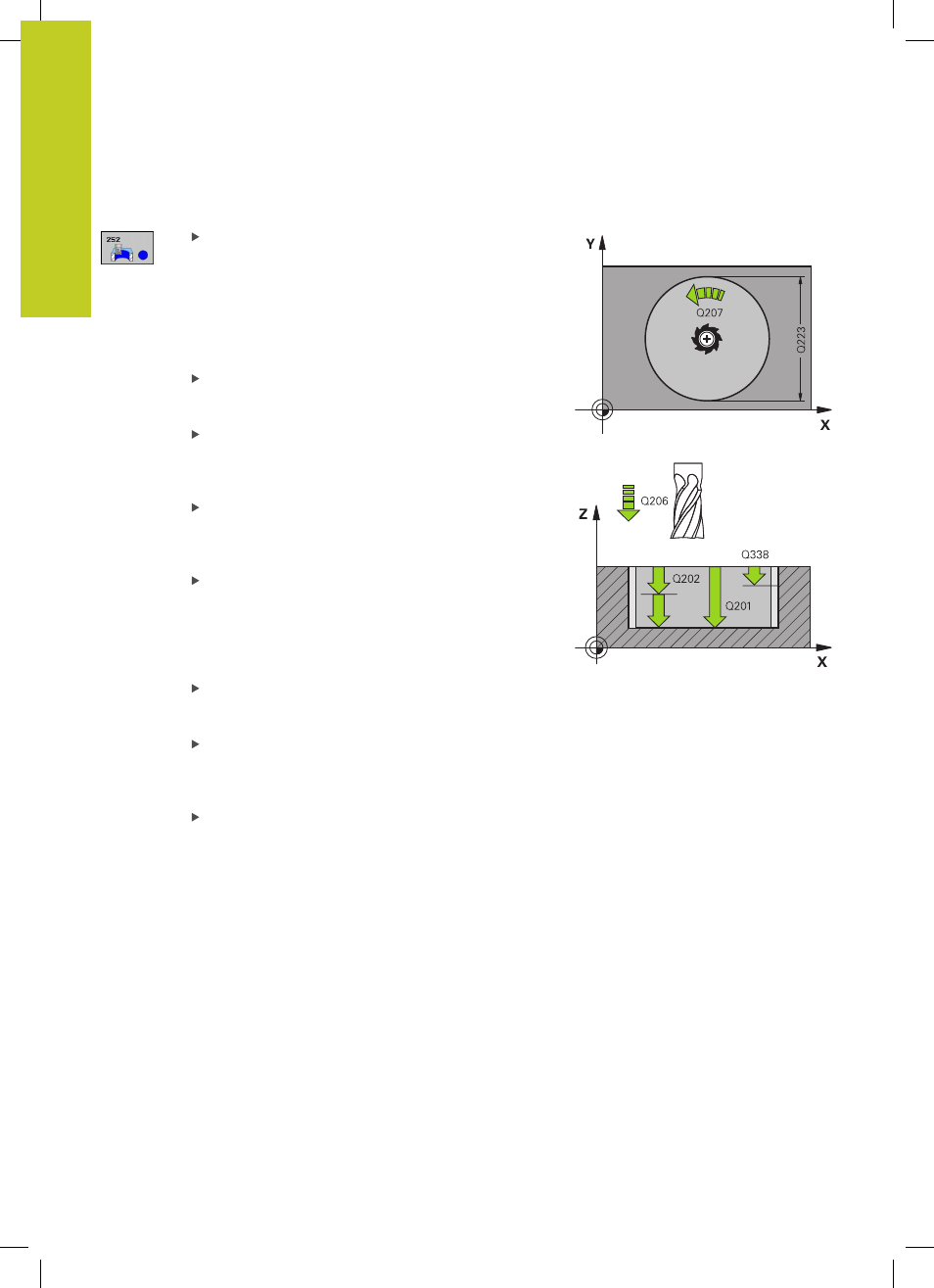
Перемещение при фрезеровании
Q207:
Скорость перемещения инструмента при
фрезеровании, мм/мин. Диапазон ввода от 0 до
99999,999 или через FAUTO, FU, FZ
Вид фрезерования
Q351: Вид фрезерования при
M3
+1
= фрезерование при подаче
–1
= фрезерование против подачи
PREDEF
: ЧПУ использует значение из GLOBAL
DEF
Глубина
Q201 (в инкрементах): расстояние от
поверхности заготовки до дна кармана. Диапазон
ввода от -99999.9999 до 99999.9999
Глубина врезания
Q202 (в инкрементах):
величина, на которую инструмент каждый раз
производит врезание; введите значение больше
0. Диапазон ввода: от 0 до 99999,9999
Припуск на чистовую обработку на глубине
Q369 (в инкрементах): припуск на чистовую
обработку глубины. Диапазон ввода: от 0 до
99999,9999