Вход в контур и выход из контура 6.3 – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-04) ISO programming
Страница 207
Вход в контур и выход из контура
6.3
6
TNC 640 | Руководство пользователя "Программирование DIN/ISO" | 8/2014
207
Координаты первой точки контура P
A
Радиус R круговой траектории. Введите
положительное значение для R
Поправка на радиус G41/G42 для обработки
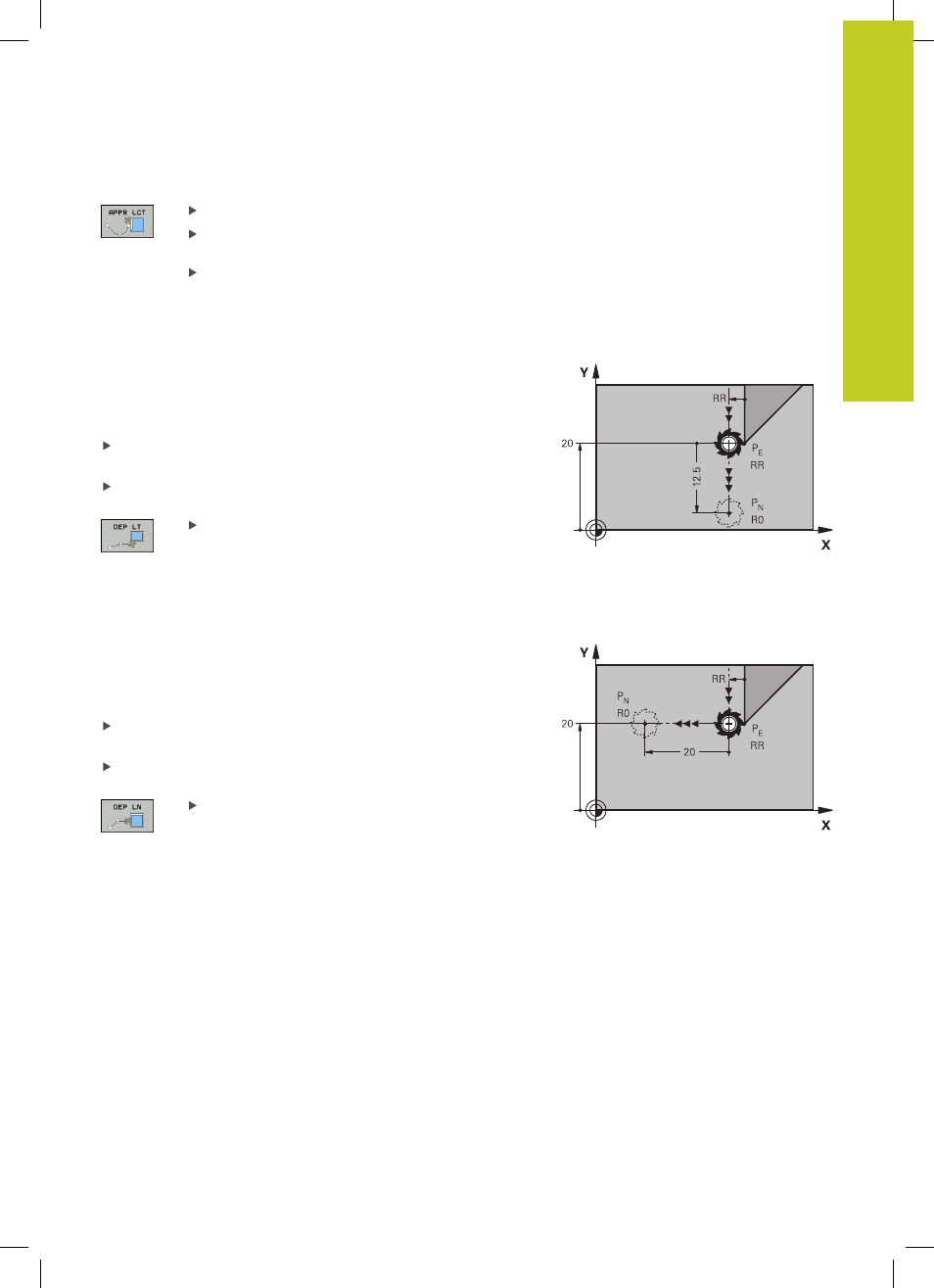
Отвод по прямой с тангенциальным примыканием:
DEP LT
Система ЧПУ перемещает инструмент по прямой от последней
точки контура P
E
к конечной точке P
N
. Прямая продолжает
последний элемент контура. P
N
находится на расстоянии LEN
от P
E
.
Запрограммируйте последний элемент контура с конечной
точкой P
E
и поправкой на радиус
Начните диалог при помощи кнопки APPR/DEP и клавиши
Softkey DEP LT:
LEN: введите расстояние до конечной точки P
N
от последнего элемента контура P
E
Отвод по прямой перпендикулярно к последней
точке контура: DEP LN
Система ЧПУ перемещает инструмент по прямой от последней
точки контура P
E
к конечной точке P
N
. Прямая проходит
перпендикулярно контуру в последней точке P
E
. P
N
находится
от P
E
на расстоянии, равном LEN + радиус инструмента.
Запрограммируйте последний элемент контура с конечной
точкой P
E
и поправкой на радиус
Начните диалог нажатием кнопки APPR/DEP и клавиши
Softkey DEP LN:
LEN
: введите расстояние до конечной
точки P
N
. Важно: для LEN задавать только
положительное значение!