Вход в контур и выход из контура 6.3 – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-04) ISO programming
Страница 201
Вход в контур и выход из контура
6.3
6
TNC 640 | Руководство пользователя "Программирование DIN/ISO" | 8/2014
201
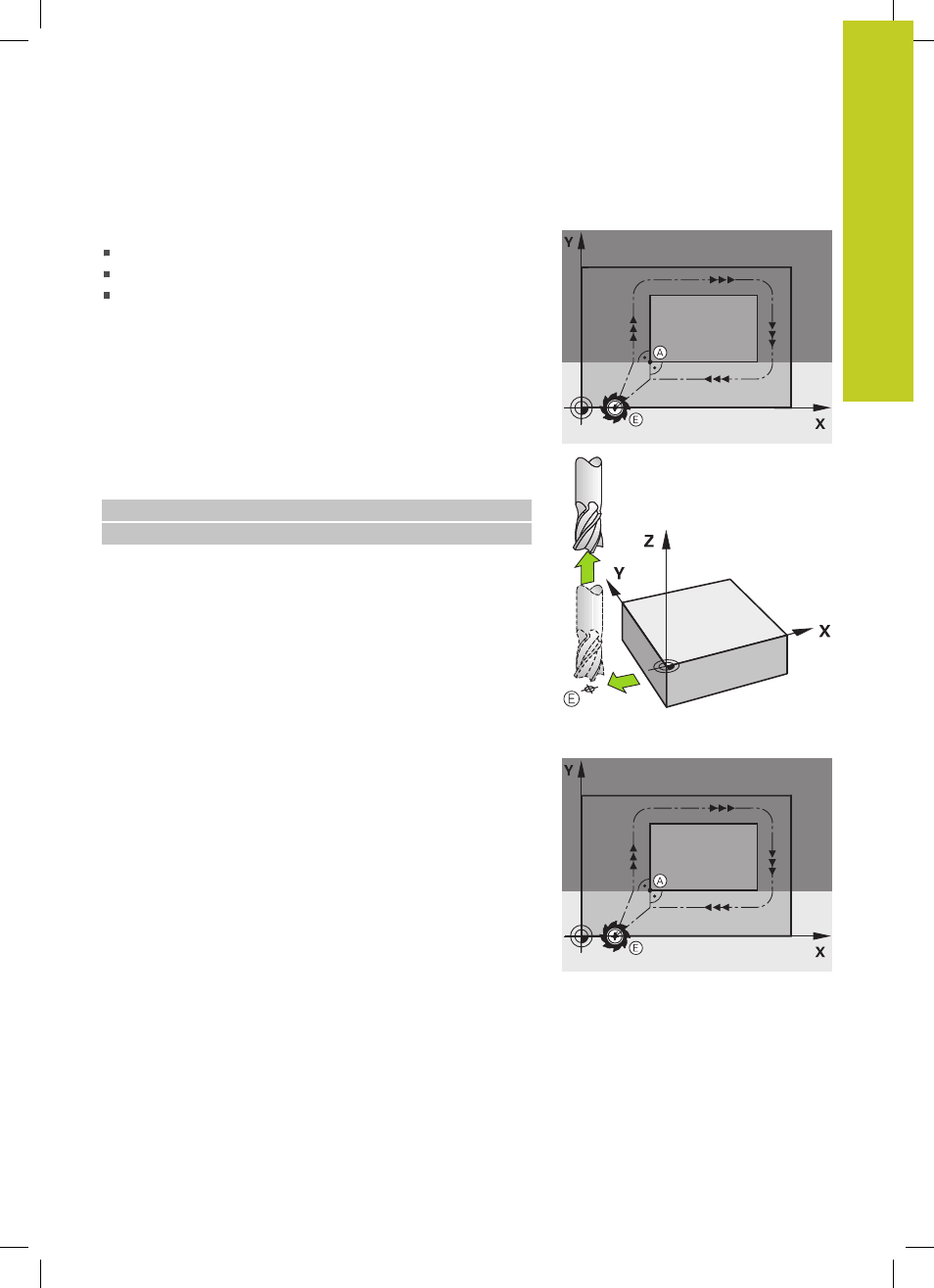
Конечная точка
Условия для выбора конечной точки:
Подвод без опасности столкновения
Вблизи последней точки контура
Вероятность повреждения контура исключается:
оптимальная конечная точка лежит на продолжении
траектории инструмента для обработки последнего
элемента контура
Пример на рисунке справа вверху:
при подводе к конечной точке контур повреждается, если
конечная точка задана в темно-серой области.
Выход из конечной точки по оси шпинделя:
при выходе из конечной точки ось шпинделя следует
программировать отдельно. См. рисунок справа в центре.
NC-кадры
N50 G00 G40 X+60 Y+70 *
N60 Z+250 *
Общая точка старта и конечная точка
Для получения общей точки старта и конечной точки не
следует программировать поправку на радиус.
Вероятность повреждения контура исключается: оптимальная
точка старта лежит между продолжениями траекторий
инструментов для обработки первого и последнего элементов
контура.
Пример на рисунке справа вверху:
при подводе к конечной точке контура контур повреждается,
если точка старта задана в заштрихованной области.